Introduction
Sand casting looks simple from outside. Molten metal poured into a mold, allowed to cool, broken out, cleaned, sent for machining.
That description misses what actually decides whether a casting works or fails.
Inside the mold, things are not uniform. Temperature drops unevenly. Metal solidifies at different rates. Grains form, grow, sometimes distort. Shrinkage happens. Stresses build up even before the casting is removed.
That is where the real difference starts showing between average and advanced sand casting manufacturers India.
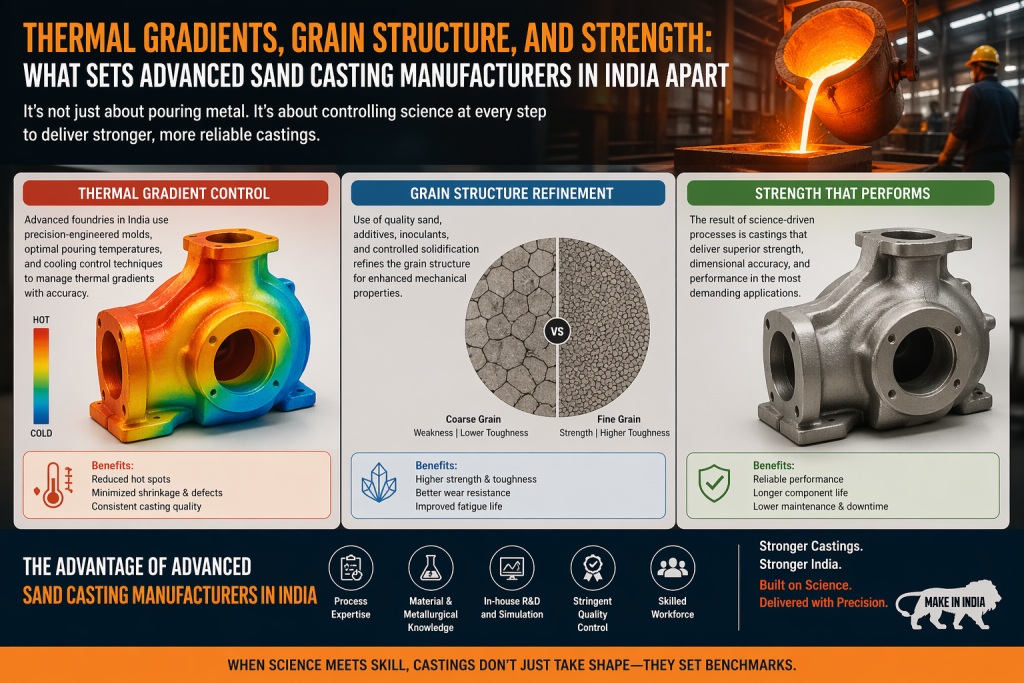
Because casting strength is not just about alloy composition. It is about how solidification is controlled — second by second — while the metal is still inside the mold.
Thermal Gradient is Where Everything Begins
Once molten metal enters the mold, cooling starts immediately.
But cooling is not uniform.
Temperature difference between two points inside a casting can easily reach:
- 50°C to 200°C depending on section thickness
This difference is called the thermal gradient.
If gradient is uncontrolled:
- some regions solidify early
- others remain molten longer
- internal stress builds
For example:
- thin section → cools in seconds
- thick section → may take minutes
That mismatch leads to:
- shrinkage cavities
- hot spots
- micro-cracks
Advanced sand casting manufacturers India don’t just pour metal. They design the mold and gating system to control how heat flows out.
Because thermal gradient decides everything that comes next.
Solidification Rate Controls Grain Size
As metal cools, grains begin forming.
Basic rule:
- faster cooling → finer grains
- slower cooling → coarser grains
Typical grain size variation:
- rapid cooling zone: 10–50 microns
- slow cooling zone: 100–500+ microns
Why this matters:
Fine grains → higher strength, better fatigue resistance
Coarse grains → lower strength, more brittleness
So inside one casting, grain size is not always uniform.
This is why advanced sand casting manufacturers India use techniques like:
- chills (metal inserts to increase cooling rate locally)
- controlled mold materials
- directional solidification design
They are not guessing. They are shaping grain structure through heat control.
Directional Solidification (This is Where Design Matters)
Good casting is not about cooling fast everywhere. It is about cooling in the right direction.
Goal:
- solidification should move from thin sections → toward riser
This ensures:
- shrinkage gets pulled into riser
- casting body remains dense
If direction is wrong:
- shrinkage forms inside casting
- invisible defects remain
Typical temperature gradient for proper directional solidification:
- around 10–30°C per cm in critical regions
Achieving this is not random.
Advanced sand casting manufacturers India control:
- riser placement
- gating design
- mold insulation
Because if solidification direction fails, internal defects cannot be fixed later.
Cooling Rate vs Mechanical Strength (Real Numbers)
For common alloys like SG iron or cast steel:
Cooling rate affects tensile strength directly.
Example (approx industrial ranges):
- coarse structure: UTS ~350–450 MPa
- refined structure: UTS ~500–700 MPa
Fatigue life difference:
- coarse grain casting: fails earlier under cyclic load
- fine grain casting: survives longer
Even 20–30% variation in cooling rate can change mechanical properties significantly.
That’s why serious sand casting manufacturers India treat cooling as a controlled process, not a passive one.
Mold Material also Changes Thermal Behavior
Not all sand molds behave the same.
Key parameters:
- thermal conductivity
- permeability
- binder type
Typical values:
- silica sand conductivity: ~0.7–1.3 W/m·K
- chromite sand: higher conductivity
- zircon sand: even higher thermal stability
Higher conductivity → faster heat removal → finer grain
Lower conductivity → slower cooling → coarser grain
So material selection is not random.
Advanced sand casting manufacturers India choose mold materials based on:
- section thickness
- alloy type
- required mechanical properties
This is why two foundries using same alloy can produce very different results.
Hot Spots and Shrinkage Zones
In complex castings, some regions hold heat longer.
These are called hot spots.
Temperature difference between hot spot and surrounding area can reach:
- 80–150°C
If not controlled:
- metal contracts during solidification
- no molten metal available to compensate
- cavity forms
This is classic shrinkage defect.
To control this, advanced sand casting manufacturers India use:
- risers (feed metal during shrinkage)
- chills (accelerate cooling locally)
- simulation software (predict hot spots before casting)
Because once shrinkage forms internally, it cannot be repaired reliably.
Residual Stress Formation
Even after solidification, casting is not stable.
Different parts cool at different rates.
This creates internal stress.
Typical residual stress range:
- 50–200 MPa depending on casting size and cooling conditions
If stress is high:
- distortion during machining
- cracking during service
To reduce this, processes include:
- controlled cooling rate
- stress relief heat treatment (~550–650°C for steels)
Advanced sand casting manufacturers India plan post-casting treatment as part of process, not afterthought.
Microstructure Control (Not Just Grain Size)
Grain size is one part. Microstructure phases matter too.
For example in cast iron:
- ferrite → softer, ductile
- pearlite → harder, stronger
Cooling rate influences phase distribution.
Example:
- slow cooling → more ferrite
- faster cooling → more pearlite
Typical hardness difference:
- ferritic structure: ~150–200 HB
- pearlitic structure: ~200–300+ HB
So thermal control is not just about avoiding defects. It directly decides hardness and wear resistance.
This is where advanced sand casting manufacturers India differentiate themselves — controlling not just shape, but internal structure.
Simulation-Driven Casting (Modern Approach)
Traditional casting relied on experience.
Now, many advanced foundries use simulation software.
What it predicts:
- temperature distribution
- solidification sequence
- shrinkage zones
- flow turbulence
Typical accuracy:
- defect prediction accuracy ~80–90% in good setups
This allows correction before actual casting.
Gating and riser design can be adjusted digitally.
Advanced sand casting manufacturers India use simulation to reduce trial runs and improve consistency.
Yield Efficiency and Process Control
Casting is not just about making one good part.
It is about efficiency.
Typical yield:
- basic setups: 50–60%
- optimized systems: 70–85%
Loss occurs due to:
- excess gating metal
- rejected castings
- shrinkage defects
Better thermal control improves yield.
That directly reduces cost.
So advanced sand casting manufacturers India focus on:
- optimized feeding systems
- reduced rejection rate
- controlled cooling cycles
Because quality and efficiency are linked
One Reference Point in Industry
Pranston operate in this kind of environment where casting is treated as a controlled metallurgical process, not just metal pouring.
In such setups, results are measured not only by dimensions, but by:
- internal structure
- mechanical strength
- repeatability across batches
That is where process discipline shows.
Final Observation
Anyone can melt metal and pour it.
That is not the difficult part.
The difficult part is controlling what happens after pouring.
Because inside the mold:
- temperature is changing continuously
- metal is shrinking
- grains are forming
- stresses are building
All at the same time.
That is why industries working with sand casting manufacturers India don’t evaluate based on surface finish alone.
They look at:
- thermal control
- grain refinement
- defect rate
- mechanical consistency
Because casting quality is decided before the mold is broken.
And the foundries that understand heat — not just metal — are the ones that stand apart among sand casting manufacturers India.

